

Wire Mesh Belt Conveyor
Introduction
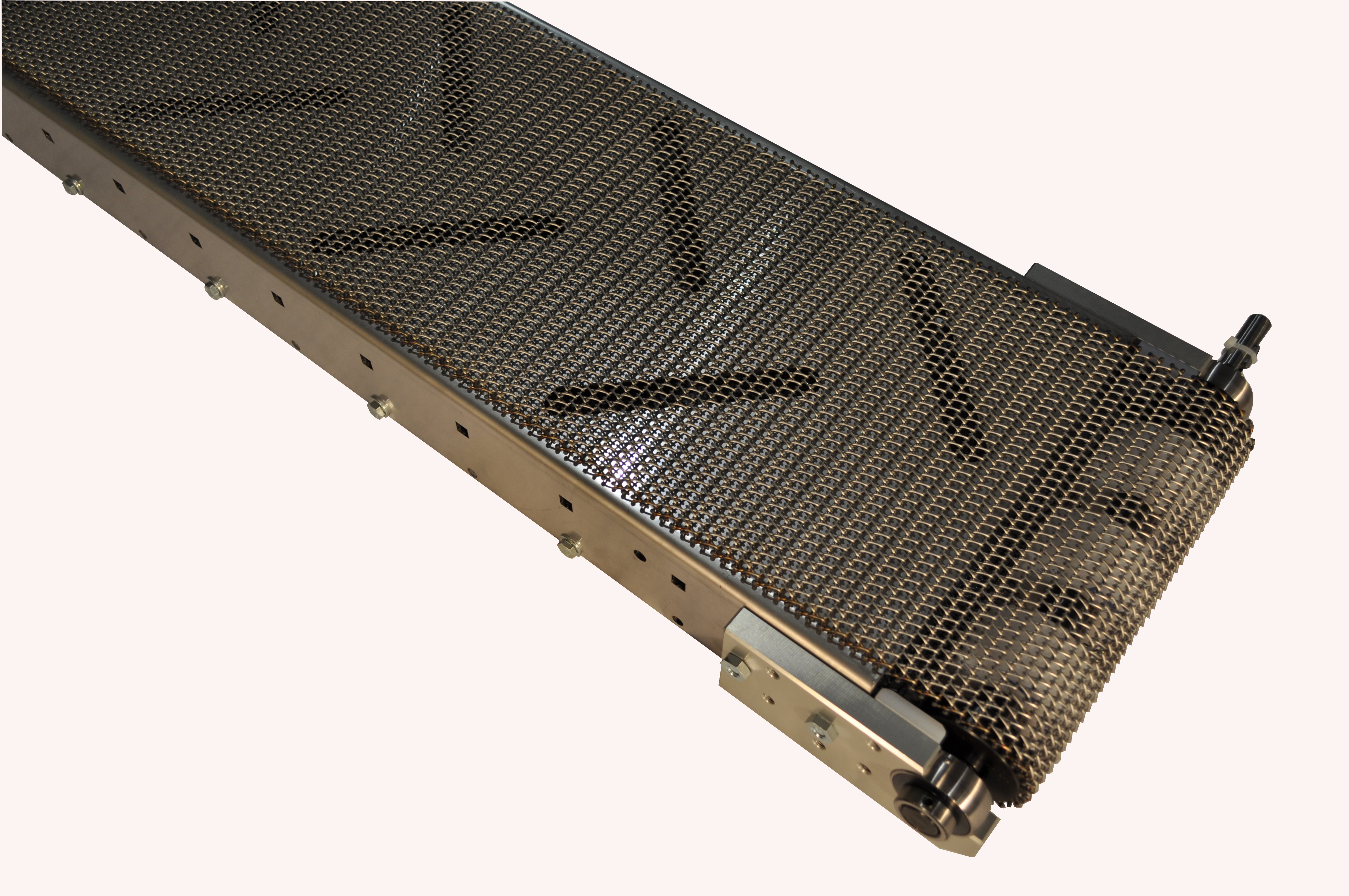
The Wire Mesh Belt Conveyor from Conveyor Technologies is engineered to perform in high-temperature environments exceeding 1000°F, providing reliable performance for heating, cooling, washdown, and drainage applications. With a 60% open flow area and a stainless steel construction, it’s ideal for industries including metalworking, food processing, pharmaceuticals, and cleanroom environments, where heat resistance and easy cleaning are essential.
High-Temperature and Chemical Resistance
The stainless steel wire mesh belt withstands part contact temperatures above 1000°F and is resistant to chemical reactions, making it ideal for both industrial and cleanroom applications. Its open design allows for superior airflow and fluid drainage, enhancing efficiency in cooling, heating, and washdown processes.
- High-Temperature Resistance: Capable of handling part temperatures over 1000°F, perfect for heat-intensive applications.
- Chemical Immunity: Immune to chemical reactions, ideal for food, pharmaceutical, and cleanroom environments.
- Open Flow Area: 60% open surface allows air and fluid flow, improving heating, cooling, and cleaning.
- Minimal Product Contact: Reduced product contact makes it suitable for applications requiring gentle handling or drainage.
- Modular Design: Easily replaceable belt sections reduce downtime and maintenance costs.
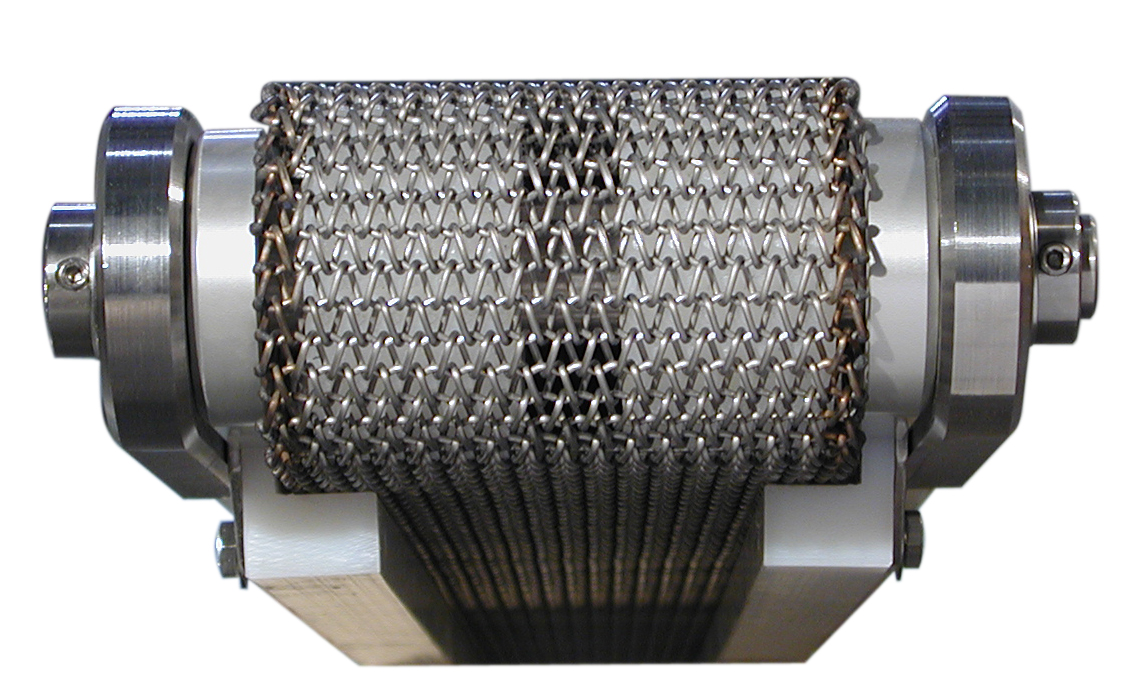
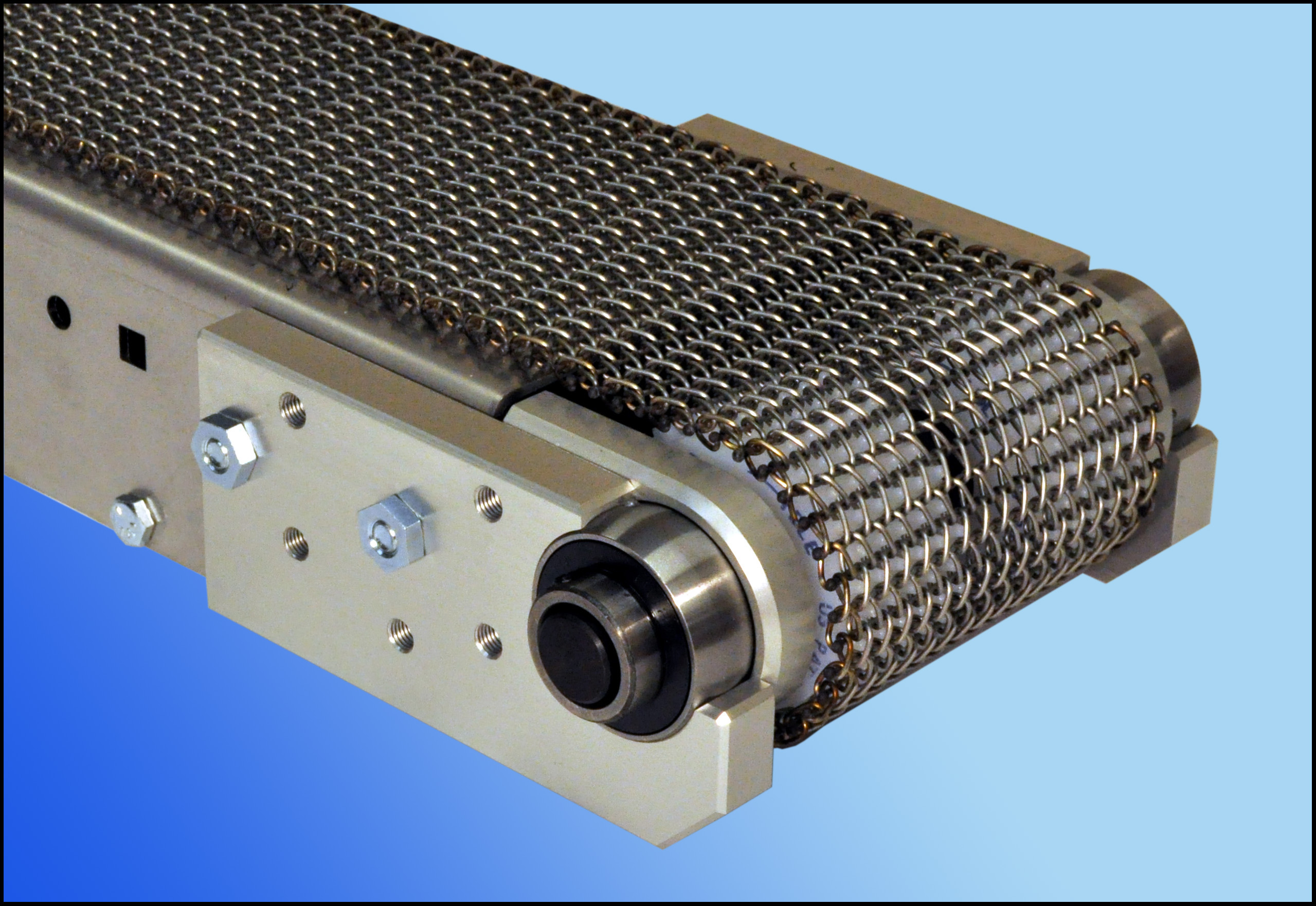
- Positive-Traction Pulley: Stainless steel pulley eliminates slippage and tracking issues, enhancing belt performance.
- Internal Spray Wash: Optional automatic spray wash ensures efficient belt cleaning on the return side.
- Custom Belt Widths and Lengths: Available to suit specific application needs.
- Side Rails: Available in high-temperature UHMW or stainless steel for extreme conditions.
- Internal Spray Wash: Full coverage spray system for belt cleaning on the return side.
- Modular Belt Sections: Damaged belt sections can be replaced individually.
- Temperature-Resistant Guides: Optional guides withstand up to 500°F.
Key Features
High Temperature Resistance: Handles temperatures over 1000°F
Open Flow Area: 60% open surface for efficient air and fluid flow
Chemical Resistant: Immune to reactions, ideal for food and medical applications
Modular Belt Sections: Easy belt replacement for cost-effective maintenance
Positive-Traction Pulley: Eliminates slippage and tracking issues
Documentation
Ready to Discuss Your Conveyor Needs?
Get engineering support for custom applications or build your own system configuration online for immediate pricing.
